
Tes metrologi meningkatkan keamanan pengukuran massa, asalkan dilakukan dengan benar dan teratur. Dalam industri farmasi, keamanan pengukuran adalah prioritas. Berkenaan dengan ini, bagian kedua dari artikel kami akan fokus pada metodologi tes metrologi. Pertama, kami akan memberitahu Anda cara bersiap untuk tes semacam itu.
Persiapan sebelum pengujian
Sebelum pengujian, Anda harus memahami pengertian tentang instrumen penimbangan, standar massa, dan metodologi. Hal ini akan memungkinkan untuk merancang siklus pengujian tersebut, yang akan secara jelas menunjukkan akurasi dan presisi pengukuran.
Timbangan
Setiap timbangan memiliki pengaturan default yang bergantung pada seberapa cepat dan tepat pengukuran dapat dilakukan. Pengaturan default menjamin operasi keseimbangan yang benar dalam kondisi laboratorium yang khas, yaitu, suhu sekitar 20oC, kelembaban relatif sekitar 40%. Pengaturan pabrik yang mengoptimalkan operasi keseimbangan disesuaikan berdasarkan pengamatan penimbangan standar massa. Selama penimbangan laboratorium, benda-benda selain standar massa diukur, ini adalah bohlam, gelas kimia, bejana, dll.
Inilah alasan mengapa kadang-kadang perlu sedikit mengubah pengaturan keseimbangan, ketika melakukannya, spesifikasi proses yang sebenarnya harus dirujuk. Dalam kasus instrumen Radwag, optimasi tersebut dapat diwujudkan selama tes rutin yang dilakukan dalam proses validasi. Sebenarnya ada dua jenis pengoptimalan utama :
- optimasi untuk kecepatan
- optimasi untuk presisi pengukuran.
(Gambar 9. XA 21.4Y.A PLUS – aplikasi stent)
Metode pengukuran penyaringan sinyal
- Sangat cepat / cepat
- Rata-rata
- Lambat / sangat lambat
Kriteria stabilitas :
- Cepat
- Cepat dan Handal
- Handal
Optimalisasi yang mendukung kecepatan dapat memberikan akurasi dan presisi yang sedikit lebih buruk. Hal ini disebabkan oleh fakta bahwa dalam hal ini hasil penimbangan yang stabil ditentukan oleh :
- waktu pengamatan yang singkat, dan
- variasi hasil penimbangan yang cukup besar
oleh karena itu nilai yang salah dapat diambil untuk hasil yang stabil.
Untuk mengoptimalkan proses penimbangan demi presisi yang sangat baik, biasanya diperlukan hal-hal berikut :
- pengamatan jangka panjang dari sinyal pengukuran
- variasi hasil penimbangan yang sangat tidak signifikan.
Harus dinyatakan bahwa untuk alat timbang dengan satuan bacaan d = 1mg, yaitu PS 1000.X2 (Gambar 10), praktis tidak ada perbedaan besar dalam hal waktu pengukuran atau ketepatan penimbangan sebelum atau setelah optimasi. Perbedaan besar terlihat dalam kasus timbangan dengan unit pembacaan yang lebih kecil dari 0,1 mg, misalnya, timbangan mikro seri MYA 4Y.

(Gambar 10. PS 1000.X2 – pengukuran massa dengan keterbacaan 1 mg)
Kode produk: WL-218-0026)
Dalam mencari solusi ideal mengenai kecepatan dan presisi penimbangan, perlu mempertimbangkan persyaratan nyata untuk proses yang direalisasikan di laboratorium. Ini tidak hanya akan memungkinkan untuk memilih timbangan yang tepat, tetapi juga untuk menghemat bahan uji, yang bisa mahal. Ketergantungan teoritis antara waktu pengukuran massa dan presisi untuk timbangan laboratorium resolusi tinggi (lihat pada Gambar 11).
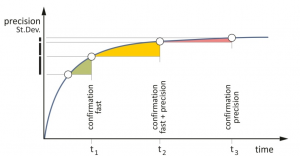
(Gambar 11. Optimalisasi parameter timbangan)
Untuk sebagian besar timbangan, terutama timbangan dengan unit pembacaan berkisar antara 0,01 mg 0,0001 mg, waktu pengukuran terpendek akan menyebabkan presisi pengukuran yang lebih buruk. Berkenaan dengan ini, secara praktis dihindari untuk mengatur waktu pengukuran yang singkat.
Waktu pengukuran massa yang optimal untuk sebagian besar timbangan laboratorium adalah sekitar 2 ÷ 15 detik, tergantung pada nilai satuan bacaan. Sebagai akibat dari kurangnya definisi standar yang ditentukan dari gagasan “waktu pengukuran” kita mungkin menemukan berbagai istilah yang lebih bertujuan untuk menekankan pesan pemasaran daripada memberikan informasi yang objektif.
Massa Standards
Pengeluaran suatu zat dalam jumlah tertentu memerlukan verifikasi terlebih dahulu apakah indikasi timbangan itu tepat atau tidak. Untuk tujuan ini, penyesuaian timbangan dilakukan. Sebagai alternatif, adalah mungkin untuk membandingkan indikasi timbangan yang ditampilkan ketika beban yang bertumpu pada pan penimbangan adalah standar massa dari nilai berat yang diketahui, dengan nilai yang diketahui tersebut. Kedua kasus memberikan informasi yang memberi tahu seberapa tepat massa zat diukur.
Dalam pelaksanaan pengendalian timbangan berkala, jarang dianalisis apa yang digunakan untuk pengujian, apakah timbangan diverifikasi dengan berat atau standar massa. Ada beberapa perbedaan signifikan antara keduanya :
- massa nominal berat ditentukan oleh peraturan, sedangkan nilai berat standar massa dapat berubah-ubah,
- bentuk timbangan ditentukan oleh peraturan (OIML R111-1), sedangkan bentuk standar massa dapat berubah-ubah, dipilih agar sesuai dengan penggunaan yang diantisipasi, seperti dalam kasus instrumen penimbangan elektronik di mana berat penyetelan internal cocok dengan desain mekanis timbangan,
- setiap benda yang terbuat dari bahan yang menjamin stabilitas massa, fitur tanda identifikasi dan sertifikat kalibrasi dengan nilai massa dan ketidakpastian kalibrasi yang ditentukan, dan dengan informasi tentang ketertelusuran yang diawetkan, dapat menjadi standar massal.
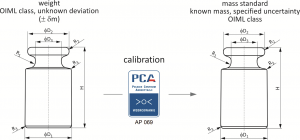
(Gambar 12. Standar berat dan massa – proses kalibrasi)
Saat ini, di Laboratorium Pengukuran Radwag prosedur kalibrasi standar massa dilakukan secara otomatis dengan menggunakan komparator massa otomatis dan perangkat lunak RMC khusus. Kedua komponen tersebut merupakan solusi Radwag eksklusif, yang memungkinkan akurasi dan presisi yang sangat tinggi dari proses kalibrasi.

(Gambar 13. Set standar massa)
Metodologi Tes
Setiap instrumen penimbangan dapat diuji dengan berbagai metode, namun tidak disarankan untuk melakukannya (terlalu banyak informasi yang harus diproses, proses yang memakan waktu, operasi yang mahal). Jumlah tes harus dikurangi seminimal mungkin, dengan ini, hanya informasi yang diperlukan mengenai status timbangan yang diperoleh (valid / tidak valid). Namun demikian, hasil pengukuran tanpa komentar apapun tidak ada gunanya oleh karena itu saat merencanakan pengujian perlu ditentukan :
- harapannya sendiri dalam hal kesesuaian dengan batas kritis (ditentukan standar, referensi industri untuk parameter yang diuji, mis., akurasi analisis oleh USP 41)
- metode pengujian, memadai untuk lingkup operasi penimbangan
- apa arti hasil tes untuk proses yang dilakukan di laboratorium
- faktor potensial yang dapat mempengaruhi hasil tes.
Tidak disarankan untuk menetapkan prosedur kontrol yang rumit atau melakukan pengujian yang rumit dengan intensitas tinggi. Beberapa prosedur pengendalian dapat direalisasikan secara otomatis dengan menggunakan fungsi keseimbangan internal seperti, misalnya, laporan penyesuaian timbangan, Autotest GLP. Yang pertama akan menginformasikan tentang akurasi penimbangan, yang lain tentang presisi penimbangan. Dalam kedua kasus, bobot penyesuaian internal digunakan. Deskripsi yang lebih akurat tentang prosedur ini dapat ditemukan di bagian selanjutnya dari publikasi ini.

(Gambar 14. XA 82/220.4Y PLUS – penimbangan serbuk. Laporan GLP)
Dari perspektif Sistem Manajemen Mutu, prosedur pengendalian harus menjadi alat untuk perbaikan, yaitu proses analisis risiko yang harus dilakukan di setiap organisasi (PDCA).
Akurasi dan Presisi Pengukuran
Akurasi penunjukan adalah gagasan yang menggabungkan semua faktor yang mempengaruhi hasil penimbangan. Diantaranya ada linearitas, pengulangan, eksentrisitas dan variasi sensitivitas. Faktor-faktor ini sama sekali dapat menyebabkan indikasi keseimbangan yang tidak tepat.
Akurasi pengukuran adalah kedekatan kesepakatan antara nilai kuantitas terukur dan nilai kuantitas sebenarnya dari suatu besaran (sumber: ISO/IEC Guide 99 International Vocabulary of Metrology. Basic and General Concepts and Associated Terms, VIM). Pengertian akurasi pengukuran bukanlah besaran (tidak diberikan dalam nilai kuantitas numerik). Pengukuran lebih akurat ketika kesalahan korelasi pengukuran lebih kecil.
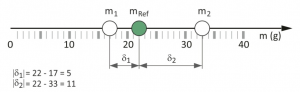
(Gambar 15. Akurasi pengukuran)
Kesalahan pengukuran no. 2 (nilai 11) lebih besar dari kesalahan pengukuran no. 1 (nilai 5), pengukuran 1 karena itu lebih akurat. Evaluasi akurasi pengukuran massa memerlukan penggunaan standar massa dari nilai berat yang diketahui. Contoh :
- berat standar massa 50.000165 g (sertifikat kalibrasi)
- indikasi timbangan 50.0004
- kesalahan akurasi penunjukan timbangan 50.000165 – 50.0004 = – 0,000235 g = – 0,0002 g
- penimbangan sampel dengan massa mendekati 50 g dilakukan dengan kesalahan sekitar – 0,2 mg
Ketepatan pengukuran adalah kedekatan kesesuaian antara indikasi atau nilai besaran terukur yang diperoleh dengan mereplikasi pengukuran pada objek yang sama atau serupa dalam kondisi tertentu. Ketepatan pengukuran biasanya dinyatakan secara numerik dengan ukuran ketidaktepatan, seperti standar deviasi, varians, atau koefisien variasi di bawah kondisi pengukuran yang ditentukan. Semakin rendah presisi, semakin besar nilai standar deviasi.
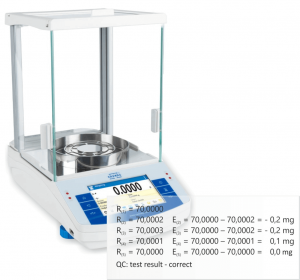
Indikasi Repeatability – Pengukuran Presisi
|
SOP |
REPEATABILITY |
| Definition |
OIML R76 USP 41, USP 1251, European Pharmacopeia point 1.7.2 |
| Equipment | 0.2 g, 10 g, 50 g, 100 g, 200 g mass standards |
| Method | Manual
Muat pan timbang 10 kali dengan standar massa masing-masing nilai nominal dan catat hasil penimbangan. Indikasi timbangan untuk timbangan yang tidak diisi mungkin nol sebelum dan di antara pengukuran. Penyesuaian keseimbangan tidak diperlukan sebelum tes dimulai. Automatic – Autotest GLP Enter Misc.” submenu dan jelaskan fungsi Autotest GLP. Massa penyesuaian akan ditimbang 10 kali. Setelah prosedur berakhir, timbangan akan menampilkan nilai standar deviasi yang dihitung untuk rangkaian pengukuran. |
| Limits | Metrologi legal, OIML – R 76: perbedaan yang diizinkan antara indikasi maksimum dan minimum tidak boleh lebih besar dari 5d ÷ 15d, ini dikondisikan oleh beban uji (baca LAMPIRAN 1). |
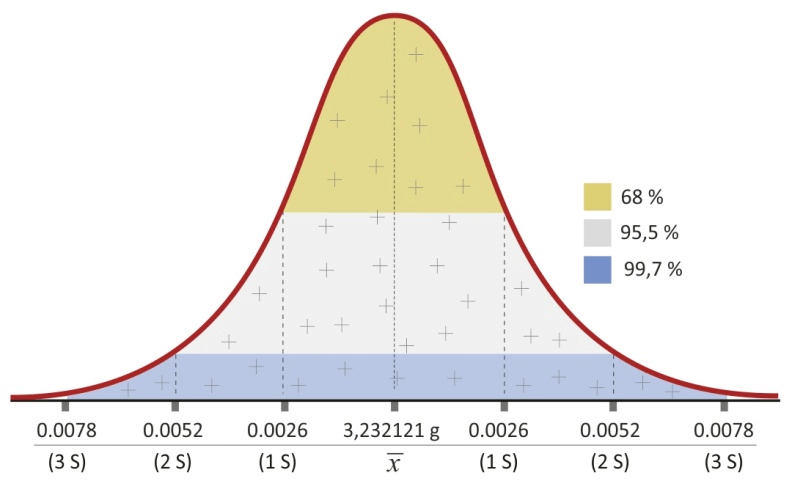
| Interpretation | Pengukuran tidak pernah akurat; namun, dapat diperkirakan dengan probabilitas tertentu di mana nilai terukur turun (aturan 3-sigma). Mengacu pada nilai rata-rata deret ukur dan standar deviasi (S) dapat disimpulkan bahwa :
|
Dalam kondisi stabil, presisi adalah fitur timbangan permanen, oleh karena itu menentukan dependensi di atas memungkinkan untuk menentukan apakah pengukuran massa melebihi batas yang ditetapkan untuk probabilitas yang diterapkan atau tidak.
(Gambar 16. Standard deviation interpretation)
Ketepatan Pengukuran Neraca dan Timbangan Mikro
Hasil uji presisi pengukuran tergantung pada tiga faktor, yaitu stabilitas termal timbangan dan lingkungan, keterampilan operator tentang seni penimbangan, dan metode pengujian yang diterapkan.
Menyadari pentingnya faktor-faktor ini adalah langkah pertama menuju tes objektif. Di bawah ini, uji presisi untuk dua timbangan dengan unit bacaan yang berbeda disajikan. Hasilnya telah mengacu pada persyaratan hukum (OIML R 76) dan batasan yang ditetapkan oleh Radwag untuk Kontrol Kualitas.

(Gambar 17. AS 82/220.R2 PLUS)
Remark
Ketepatan pengukuran untuk timbangan AS 82/220.R2 PLUS sesuai dengan persyaratan OIML R 76 dan persyaratan Sistem Manajemen Mutu dari Departemen Kontrol Kualitas di Radwag.
Nilai terkecil dari unit verifikasi (e) oleh OIML R 76 adalah 1 mg. Nilai unit pembacaan neraca mikro (d) adalah 1 mg. Dalam area batas bawah kisaran penimbangan, kesalahan akurasi maksimum yang diizinkan (MPE) mengambil 0,5 dari nilai unit verifikasi, yaitu 0,5 mg. Berkenaan dengan hal di atas, kesalahan pengukuran massa mungkin mencapai 0,000500 g. Untuk alasan inilah pengujian parameter metrologi neraca mikro sesuai dengan peraturan hukum (OIML) tidak dianjurkan.

(Gambar 18. MYA 5.4Y PLUS Microbalance)
Eccentricity
| SOP | ECCENTRICITY |
| Definition | OIML R76 |
| Equipment | Standar massa nominal mendekati ⅓ atau ½ Nilai kapasitas maksimum instrumen yang diuji |
| Method | Manual (OIML R 76)
Manual – differential
|
| Limits | Metrologi legal, OIML – R 76 : perbedaan yang diizinkan antara indikasi keseimbangan untuk titik kontrol tidak boleh lebih besar dari nilai kesalahan untuk beban tertentu (LAMPIRAN 1).
Area yang tidak diatur oleh undang-undang : perbedaan maksimum untuk titik kontrol 2 5, dihitung sehubungan dengan indikasi di titik tengah pan penimbangan tidak boleh lebih besar dari nilai yang diberikan oleh manufaktur (datasheet). |
| Interpretation | Pedoman Praktik Laboratorium yang Baik merekomendasikan untuk menempatkan benda yang ditimbang di bagian tengah pan timbangan. Oleh karena itu, potensi kesalahan eksentrisitas tidak terlalu penting. Pengecualian mungkin objek dengan pergeseran pusat gravitasi. |
Dalam kasus kebanyakan timbangan laboratorium yang dibuat oleh Radwag, kesalahan eksentrisitas adalah sekitar 3 unit bacaan. Untuk evaluasi, standar massa nilai berat ½ Kapasitas maks telah digunakan.
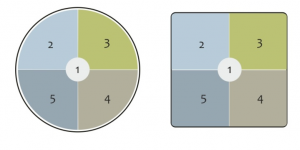
(Gambar 19. Titik kontrol uji eksentrisitas)
Kesalahan Diferensial Eksentrisitas
Kesalahan diferensial eksentrisitas adalah simpangan antara hasil yang diperoleh saat menimbang standar massa yang terletak berurutan pada titik 2 ÷ 5 dan hasil yang diperoleh saat menimbang standar massa yang sama ketika ditempatkan secara terpusat di titik 1 (Gambar 19).
Rumus :
Ecc = I(1) – I(i)
Dimana : Ecc – kesalahan diferensial eksentrisitas
I (i) – indikasi untuk non-central spot (2, 3, 4, 5)
I (1) – indikasi untuk central spot
(Gambar 20. AS 220.X2 balance – eccentricity test)
Eksentrisitas adalah parameter nilai konstan, oleh karena itu tidak perlu mengujinya terlalu sering. Dalam praktiknya, uji eksentrisitas hanya masuk akal jika menimbang sampel bermassa besar (lebih dari Maks). Parameter ini tidak penting untuk massa kecil, pengaruh pengulangan dominan. Haruskah parameter dikontrol?
Eksentrisitas pasti harus diperiksa setelah instalasi timbangan. Hasil pengujian akan memungkinkan untuk menilai apakah transportasi timbangan menyebabkan perubahan karakteristik timbangan atau tidak. Selama operasi nilai parameter ini konstan, oleh karena itu kontrol harus dilakukan secara berkala (dengan interval yang panjang, misalnya setiap beberapa bulan).
Linearity
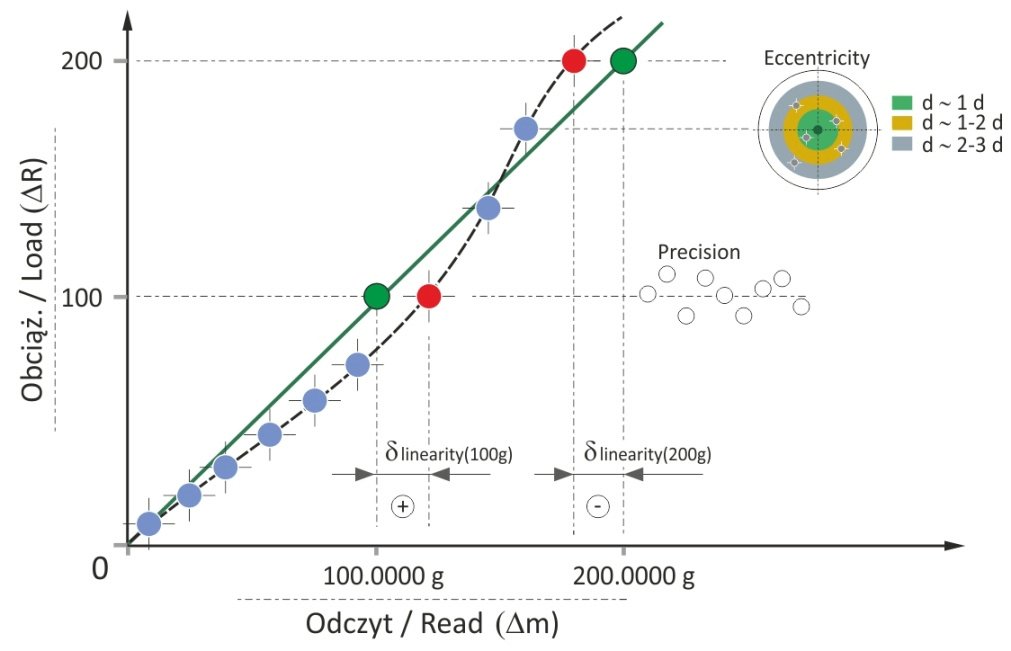
Parameter linieritas menentukan perbedaan antara hasil penimbangan dan nilai referensi, yaitu berat standar massa. Dalam hal linearitas, seluruh rentang penimbangan dievaluasi, namun terkadang dapat dikurangi menjadi hanya sebagian saja. Instrumen penimbangan yang sempurna adalah instrumen yang memungkinkan ‘penimbangan presisi’, yang berarti penimbangan yang menjamin bahwa indikasi dan nilai bobot yang diberikan pada sertifikat kalibrasi sesuai. Penimbangan yang tepat ditunjukkan oleh garis hijau, garis putus-putus menunjukkan non-linearitas (Gambar 21).
(Gambar 21. Keseimbangan linearitas – keseimbangan model)
Keseimbangan non-linier mungkin akibat kesalahan standar massa yang digunakan dalam proses penyesuaian pabrik, metode pengukuran yang tidak sempurna, kemungkinan metrologis dari timbangan dan kesalahan operator. Bahkan, penyimpangan linieritas mengakumulasi kesalahan lain, misalnya yang dihasilkan dari presisi pengukuran atau eksentrisitas. Dapat dikatakan bahwa komponen tambahan yang berkontribusi pada anggaran deviasi linieritas bergantung pada kisaran penimbangan. Untuk massa sampel yang terdiri dari kisaran 0 hingga kapasitas maksimum, deviasi linieritas dapat dipengaruhi secara signifikan oleh
- presisi pengukuran, yaitu, pengulangan (pengaruh kondisi sekitar, keterampilan, dll.)
- kesalahan standar massa, ketidakpastian penentuan berat standar massa yang terlalu tinggi, kekotoran standar massa, dll.
Untuk massa sampel yang berada dalam rentang ½Max ÷ Max range, deviasi linieritas yang terukur dapat dipengaruhi secara signifikan oleh :
- presisi pengukuran, yaitu, pengulangan (pengaruh kondisi sekitar, keterampilan, dll.
- kesalahan eksentrisitas
- kesalahan standar massa, ketidakpastian penentuan berat standar massa yang terlalu tinggi, kekotoran standar massa, dll
Upaya untuk mengurangi kesalahan ini adalah cerita yang tidak pernah berakhir, dilakukan dengan bantuan metodologi masing-masing, dll. Pemegang khusus yang ditujukan untuk kapal penimbangan (baca bagian 3), pemantauan kondisi sekitar, pelatihan personel, lainnya. Saat memilih keseimbangan untuk aplikasi tertentu, potensi kesalahan harus dipertimbangkan, dengan ini, keamanan proses di laboratorium akan dipertahankan.
Analisis deviasi linearitas keseimbangan juga harus memperhitungkan fakta bahwa penimbangan benda nyata seperti bubuk, umbi, bejana, bidal ekstraksi dapat dibebani dengan kesalahan yang lebih besar. Kesalahan ini mungkin disebabkan oleh ketidakstabilan sampel (penyerapan/desorpsi), terjadinya terlalu banyak muatan statis, ketidakstabilan termal sampel. Metodologi penimbangan harus mempertimbangkan proses tersebut dan menunjukkan cara untuk menghilangkan risiko.
Dalam praktiknya, penilaian linieritas melibatkan kinerja penyesuaian (Gambar 5). Biasanya, mekanisme penyesuaian internal digunakan untuk tujuan ini. Proses tersebut menghilangkan kesalahan sensitivitas keseimbangan, yang mungkin merupakan akibat dari stabilisasi termal yang berkelanjutan dari keseimbangan, transfer keseimbangan dari produksi ke operasi, kondisi lingkungan lainnya.
Penyesuaian juga dapat dilakukan dengan menggunakan standar massa eksternal, namun dalam kasus seperti itu perlu diingat bahwa berat standar massa sebenarnya adalah massa nominalnya setelah pertimbangan diberikan pada deviasi (lihat sertifikat kalibrasi). Gambar 22 menunjukkan contoh laporan penyesuaian timbangan.
(Gambar 22. MYA 21.4Y PLUS – penimbangan serbuk, laporan penyesuaian)
| SOP | Linearity |
| Definition | OIML R76, ISO 5725-1 (akurasi) |
| Equipment |
|
| Method | Manual (OIML R 76)
Manual – dengan menggunakan bobot tambahan
|
| Limits | Metrologi legal, OIML – R 76: perbedaan yang diizinkan antara indikasi keseimbangan untuk titik kontrol tidak boleh lebih besar dari nilai kesalahan untuk beban tertentu (LAMPIRAN 1).
Metode tambahan bobot timbangan – perbedaan yang diizinkan antara indikasi keseimbangan untuk titik kontrol tidak boleh lebih besar dari nilai kesalahan untuk beban tertentu (LAMPIRAN 1) atau nilai yang diberikan oleh pabrikan (lembar data produk). |
| Interpretation | Penggunaan standar massa dalam seluruh rentang penimbangan mungkin bermasalah karena ketidakpastian penentuan berat standar massa.
Penggunaan metode bobot tambahan didasarkan pada asumsi bahwa terlepas dari beban tambahan yang digunakan, pengukuran massa dengan standar massa yang sama harus memberikan hasil penimbangan yang sama, ketergantungan beban / indikasi idealnya linier (Gambar 21, garis hijau). |
Linearitas – Metrologi Legal
Sesuai dengan persyaratan OIML R 111-1, OIML R 76, kesalahan yang digunakan selama pengujian metrologi tidak boleh lebih besar dari kesalahan maksimum yang diizinkan untuk beban yang diberikan (LAMPIRAN 1). Untuk alasan ini, pengujian timbangan dengan unit bacaan yang sangat kecil, seperti misalnya seri XA 4Y atau MYA 4Y, di mana d <0,01 mg, mungkin tidak memberikan informasi objektif tentang akurasi / linieritas timbangan. Untuk alat akurasi kelas II dan III masalah tersebut tidak ada karena untuk tujuan pengujian digunakan bobot kelas akurasi F2.

(Gambar 23. PS 1000.X2 dengan set standar massa – uji akurasi indikasi keseimbangan)
Timbangan memenuhi persyaratan metrologi legal dan persyaratan Sistem Manajemen Mutu yang diadopsi di RADWAG.
Linearitas – Metode Berat Tambahan
Metode ini membutuhkan penggunaan satu standar massa dan jumlah masing-masing bobot tambahan.

(Gambar 24. Kontrol metrologi neraca seri AS 220.R2 PLUS)
Saat merancang tes kontrol, perlu untuk memperhitungkan kuantitas tes dan tingkat kecanggihan masing-masing. Hanya area dan fungsi yang signifikan untuk kualitas operasi laboratorium yang harus diperiksa, sampai batas yang diperlukan. Perlu juga diingat fakta bahwa setiap benda dengan massa konstan dari waktu ke waktu dapat berfungsi sebagai standar massa.